
Introduction
Precise determination of carbon (C) and sulfur (S) content is one of the most critical analytical tasks across modern industrial and scientific sectors. Whether it’s ensuring the purity of glass, assessing ore composition in geology and mining, or controlling steel quality in metallurgical production, accurate C and S measurement directly affects product performance, safety, and economic efficiency.
Among the various analytical methods developed over the decades, the solid-state infrared absorption detection method has emerged as a gold standard for carbon and sulfur analysis in both metallic and non-metallic materials.
This article explores the working principle, key advantages, and wide-ranging applications of this advanced technique, emphasizing its importance in glass manufacturing, geological research, mining operations, and the steel and metallurgy industries.
Understanding Solid-State Infrared Absorption Detection
What Is the Solid-State Infrared (IR) Absorption Method?
The solid-state infrared absorption method is a highly sensitive analytical technique used to determine carbon and sulfur concentrations in solid samples. The principle is based on combustion of the sample in an oxygen-rich environment, converting carbon and sulfur into CO₂ and SO₂ gases, respectively.
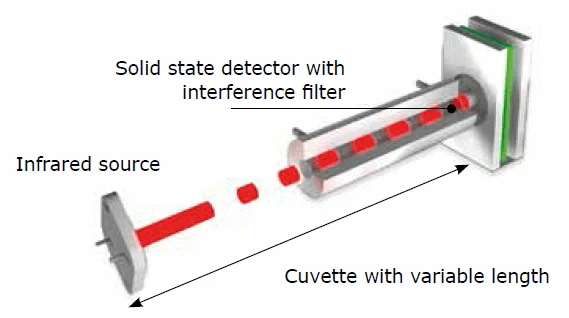
These gases are then quantified using infrared absorption detectors, which measure the intensity of infrared light absorbed by gas molecules at specific wavelengths — 4.26 μm for CO₂ and 7.3 μm for SO₂.
The amount of light absorbed is directly proportional to the gas concentration, and hence to the amount of carbon and sulfur in the original sample.
Working Principle: Step-by-Step
- Sample Preparation: A small, accurately weighed portion of the solid sample (metal, ore, glass, etc.) is placed in a ceramic crucible.
- Combustion: The sample is melted or burned in a high-temperature induction furnace (up to 2,000°C) under a stream of pure oxygen.
- Gas Formation: Carbon and sulfur compounds oxidize to form CO₂ and SO₂ gases.
- Gas Purification: Dust and moisture are removed through filters and traps to avoid interference.
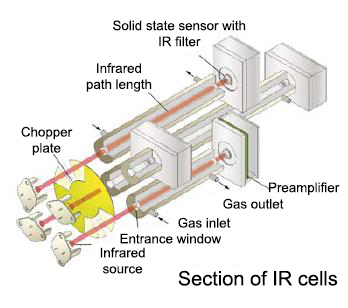
- IR Detection: The purified gases pass through solid-state infrared detectors, which measure absorption intensity at specific wavelengths.
- Quantification: Software calculates carbon and sulfur content based on calibration curves derived from certified reference materials (CRMs).
Why “Solid-State” Matters
Traditional IR detectors used gas-filled or photoconductive cells, which were sensitive but fragile.
Modern systems use solid-state infrared sensors, offering:
- Enhanced mechanical stability
- No moving parts or fragile components
- Improved signal-to-noise ratio
- Longer lifespan and reduced maintenance
This innovation makes IR detection more reliable, robust, and suitable for heavy industrial environments.

The Importance of Carbon and Sulfur Determination
Accurate control of carbon and sulfur content is vital because both elements significantly influence material behavior and process efficiency.
| Element | Effect on Materials |
| Carbon (C) | Determines hardness, tensile strength, and ductility in metals; affects thermal and optical properties in glass and minerals |
| Sulfur (S) | Causes brittleness and corrosion in steel; affects viscosity and stability of glass melts; indicates ore oxidation state in geology |
Improper levels can lead to defective products, processing inefficiencies, or incorrect geological interpretations. Hence, the solid-state IR absorption method provides essential data for quality assurance and process optimization.
Advantages of Solid-State Infrared Absorption Detection
Below are the key advantages that make solid-state IR detection the preferred method for carbon and sulfur analysis in industrial and research laboratories.
High Sensitivity and Accuracy
- Detects carbon and sulfur at ppm (parts per million) levels.
- Exceptional linearity between absorption intensity and concentration.
- Provides precise quantitative results for both low and high concentration ranges.
- Capable of detecting total carbon and sulfur, including organic and inorganic forms.
This level of accuracy ensures materials meet stringent international quality standards such as ASTM E1019, ISO 15350, and EN 16948.
Rapid Analysis and High Throughput
- Typical analysis time is 30 to 60 seconds per sample.
- Ideal for production environments requiring fast quality control.
- Multi-sample automation options enable continuous batch analysis.
- Immediate data feedback supports real-time process adjustments.
In industries like steelmaking or glass production, speed translates directly into productivity and cost savings.
Minimal Sample Preparation
Unlike chemical titration or wet analysis, IR detection:
- Requires no complex chemical reagents or digestion steps.
- Reduces operator error and chemical waste.
- Works effectively on solid samples directly (powder, chips, or pieces).
This simplicity makes the process eco-friendly and reduces operational costs.
Non-Destructive Gas Detection
Although the sample is combusted, the gas detection process itself is non-destructive and highly selective.
- Specific wavelengths are absorbed only by CO₂ and SO₂, eliminating cross-interference.
- Advanced software algorithms correct for baseline drift and background noise.
- Results are stable, repeatable, and traceable.
Long-Term Stability and Reliability
- Solid-state detectors are durable and vibration-resistant, ideal for harsh industrial settings.
- Long calibration intervals and minimal maintenance are required.
- The system maintains high reproducibility over years of operation.
This reliability reduces downtime and extends instrument lifespan, providing a strong return on investment.
Broad Applicability Across Material Types
The technique applies to a vast range of materials:
- Metals and alloys
- Ores and geological rocks
- Glass and ceramics
- Cement, refractories, and slags
- Coal, coke, and carbonaceous materials
This versatility makes it an essential tool in both industrial quality assurance and scientific research.
Automation and Data Integration
Modern infrared analyzers are fully automated with:
- Autosamplers for sequential sample loading
- User-friendly software interfaces
- LIMS connectivity for data management
- Statistical process control (SPC) integration
Automation enhances consistency and enables easy traceability for audits and certification requirements.
Compliance with Global Standards
The solid-state IR detection method meets numerous international analytical standards, including:
- ASTM E1019 / E1941 (metals)
- ISO 15349 / ISO 15350 (steel and iron)
- EN 16948 (solid fuels)
- JIS G 1211 / 1215 (Japanese industrial standards)
This ensures the results are accepted globally for quality certification and regulatory reporting.
Applications in Key Industries
Now let’s explore how solid-state infrared absorption detection supports specific industrial sectors.
Glass and Ceramics Industry
Carbon and sulfur impurities can severely affect the optical and mechanical properties of glass and ceramics:
- Carbon residues cause bubbles, discoloration, and optical defects.
- Sulfur compounds lead to haze formation and melt instability.
Advantages for glass laboratories:
- Accurate monitoring of trace sulfur ensures color consistency.
- Real-time data helps optimize furnace atmosphere and raw material purity.
- Enhances the transparency and strength of specialty and optical glasses.
For ceramic producers, it ensures controlled sintering and improved surface finish.

Geology and Geochemical Research
In geology, carbon and sulfur analysis help scientists understand:
- Mineral composition and ore genesis.
- Geochemical cycling of carbon and sulfur isotopes.
- Environmental assessments of mine tailings or sediments.
Benefits:
- Enables precise quantification of carbonates and sulfides in rocks.
- Useful for studying coal rank, organic matter content, and hydrothermal processes.
- Provides reliable baseline data for mineral exploration and resource evaluation.
Mining and Ore Processing
For the mining sector, carbon and sulfur measurement ensures:
- Correct classification of coal, coke, and mineral ores.
- Control of blast furnace feed materials and slag composition.
- Optimization of smelting and refining operations.
Using IR detection, mining laboratories can rapidly assess ore quality, improve yield, and minimize energy consumption during processing.

Steel and Metallurgy Industries
Accurate carbon and sulfur control is paramount in steelmaking and metal refining:
- Excess carbon affects hardness, weldability, and ductility.
- Excess sulfur leads to brittleness, reduced toughness, and cracking during rolling or forging.
Advantages for metallurgical plants:
- On-site IR analyzers provide real-time feedback during production.
- Ensures homogeneous alloy composition and mechanical integrity.
- Supports quality certification for high-grade steels, cast irons, and alloys.
- Detects nonmetallic inclusions linked to sulfur-bearing compounds.
By integrating solid-state IR detection into process control, steel plants achieve higher consistency, lower waste, and superior product performance.
Environmental and Waste Management Applications
Industrial by-products — such as slags, ashes, and residues — must be tested for carbon and sulfur to prevent pollution.
Solid-state IR analyzers help monitor:
- Carbon oxidation levels in residues.
- Sulfur content in waste to prevent SO₂ emissions.
- Recycling efficiency in industrial recovery processes.
This supports compliance with environmental protection regulations and contributes to sustainable industrial operations.

Comparison with Other Analytical Methods
| Technique | Principle | Advantages | Limitations |
| Combustion + IR (Solid-State) | Gas analysis after combustion | Fast, precise, robust, minimal prep | Limited to C & S elements |
| XRF (X-ray Fluorescence) | Elemental excitation by X-rays | Multi-element analysis | Lower sensitivity for light elements like C and S |
| ICP-OES / ICP-MS | Plasma excitation | Excellent for multi-element trace analysis | Requires liquid digestion, complex operation |
| Titration / Wet Chemistry | Chemical reaction measurement | Low-cost for single samples | Time-consuming, less accurate, more reagents |
The solid-state IR method stands out for its speed, simplicity, and reliability — especially when only carbon and sulfur quantification is needed.
Key Features of Modern Solid-State IR Analyzers
- Dual detection system for simultaneous C & S measurement.
- Induction furnace with automatic oxygen control.
- Non-dispersive infrared (NDIR) sensors with temperature stabilization.
- User-friendly touchscreen interface.
- Smart diagnostics and self-calibration.
- High-sensitivity solid-state detectors ensure long-term performance.
These technological improvements make modern analyzers both lab-friendly and industry-tough.
Integration with Smart Laboratories and Industry 4.0
Today’s analytical instruments are no longer standalone devices.
Solid-state IR analyzers can be integrated into automated laboratory management systems, allowing:
- Remote data transfer to LIMS or ERP systems.
- Automatic result logging and trend monitoring.
- Predictive maintenance through IoT connectivity.
- Enhanced traceability for certification and audits.
This digital integration aligns perfectly with Industry 4.0, enabling smart manufacturing and data-driven decision-making.
Economic and Environmental Benefits
Implementing solid-state IR detection brings both economic efficiency and environmental responsibility:
- Reduced reagent use lowers operational costs.
- Quick testing prevents production errors and rework.
- No hazardous waste generation, supporting green chemistry principles.
- Extended instrument lifespan minimizes long-term capital expenditure.
As industries move toward sustainable practices, these advantages make IR analyzers a strategic investment.

The Future of Carbon and Sulfur Analysis
The future of solid-state IR absorption detection is evolving through:
- Enhanced micro-detectors with even lower noise levels.
- Hybrid systems combining IR with thermal conductivity detectors (TCD).
- Automated reference calibration for maintenance-free operation.
- AI-driven process optimization using real-time elemental data.
These innovations will further improve accuracy, ease of use, and integration into automated industrial ecosystems.
Conclusion:
The solid-state infrared absorption detection method represents the most advanced, reliable, and efficient technology for carbon and sulfur determination across a wide range of industries.
From glass manufacturing to geological exploration, mining, and steel metallurgy, this method delivers unmatched speed, precision, and robustness. It not only ensures product quality and process control but also promotes sustainability through chemical-free, low-maintenance operation.
As industries continue to embrace smart analytics and green technologies, solid-state IR analyzers will remain a cornerstone of modern material analysis, helping businesses achieve excellence in quality, compliance, and innovation.
Frequently Asked Questions (FAQs)
Advantages of Solid-State Infrared Absorption Detection for Carbon and Sulfur Analysis
- What is the solid-state infrared absorption detection method?
It’s an analytical technique that measures carbon and sulfur in solid samples. The sample is combusted in oxygen, forming CO₂ and SO₂ gases, which are detected by solid-state infrared sensors. The amount of absorbed infrared light directly indicates carbon and sulfur concentration.
- Why is infrared absorption used for carbon and sulfur detection?
CO₂ and SO₂ gases have strong, characteristic absorption bands in the infrared region. This makes infrared absorption ideal for quantifying them accurately and quickly, without interference from other gases.
- What does “solid-state” mean in this method?
“Solid-state” refers to the type of detector used — a sensor built from solid semiconductor materials instead of gas-filled or mechanical detectors. This improves durability, sensitivity, and long-term stability.
- Which industries benefit most from solid-state IR absorption detection?
Key industries include:
- Glass and ceramics manufacturing
- Geology and geochemical laboratories
- Mining and mineral processing
- Steel and metallurgy production plants
- Environmental monitoring laboratories
- How does the method determine carbon and sulfur content?
The sample is combusted in an induction furnace with oxygen. Carbon oxidizes to CO₂, and sulfur oxidizes to SO₂. The gases pass through infrared detectors, which measure how much IR light is absorbed — directly proportional to each element’s content.
- What are the main advantages of the solid-state infrared method?
- High accuracy and sensitivity (down to ppm levels)
- Fast results (under 1 minute per sample)
- Minimal sample preparation
- Long-term reliability and low maintenance
- Suitable for metals, ores, and glass
- No wet chemicals or reagents required
- Is this method suitable for non-metallic samples like glass or ceramics?
Yes. The method works for both metallic and non-metallic solids. It accurately measures carbon and sulfur impurities in glass, ceramics, and refractories, helping maintain transparency, color consistency, and strength.
- How accurate is the infrared absorption technique?
It provides high precision and reproducibility, with detection limits typically in the 0.1–1 ppm range for carbon and sulfur, depending on the sample matrix and instrument model.
- What are the typical analysis times per sample?
Most analyses take between 30 and 60 seconds, making it one of the fastest carbon and sulfur testing methods available for industrial and research laboratories.
- How does this method compare to other techniques like XRF or ICP-OES?
Unlike XRF or ICP-OES, which require complex calibration and often cannot detect light elements like carbon and sulfur effectively, solid-state IR absorption is optimized specifically for these elements — offering superior sensitivity and speed.
- What sample sizes are typically required?
Sample masses between 0.5 and 1.5 grams are commonly used, depending on the element concentration and material type. Finer powders provide more consistent combustion results.
- Is calibration required frequently?
No. Solid-state detectors are stable and need infrequent calibration, usually verified with certified reference materials (CRMs) for accuracy assurance.
- How does the technique support steel and metallurgical industries?
In steelmaking, it provides real-time monitoring of carbon and sulfur levels to control hardness, ductility, and brittleness. This ensures consistent alloy quality and compliance with international standards like ASTM E1019 and ISO 15350.
- How is the method used in geology and mining?
It’s used to measure total carbon and sulfur in rocks, ores, coal, and sediments. This helps identify mineral composition, oxidation states, and carbonaceous content — essential for exploration and process optimization.
- Why is sulfur determination critical in glass manufacturing?
Sulfur affects color, transparency, and melt stability. Accurate sulfur measurement prevents haze, discoloration, and unwanted reactions during melting, leading to higher-quality optical and specialty glasses.
- What maintenance does a solid-state infrared analyzer require?
Maintenance is minimal — mainly cleaning combustion tubes, replacing filters, and checking oxygen flow. Solid-state sensors are sealed and maintenance-free, ensuring years of stable operation.
- Can the analyzer be automated?
Yes. Most modern systems offer autosamplers, software control, and LIMS integration for continuous operation, data traceability, and automatic result storage.
- What safety and environmental benefits does it offer?
Since no liquid reagents are used, there’s no chemical waste. The process is clean, safe, and environmentally friendly, complying with green laboratory practices.
- How does infrared absorption contribute to process efficiency?
Fast, accurate results allow manufacturers to adjust production parameters in real time, reducing waste, improving material consistency, and saving energy and costs.
- What is the future of solid-state infrared detection technology?
Future developments include:
- AI-based calibration and diagnostics
- Micro-detector arrays for ultra-trace sensitivity
- IoT-enabled analyzers for remote monitoring
- Integration with Industry 4.0 smart factory systems

